

铣刨鼓上任意一个刀具的切削状态均会直接影响铣刨机的整体工作性能、施工效果和施工效率。铣刨作业时,除了铣刨材料本身外,铣刨深度和工作速度也是影响产量的关键因素。今天,小维就从铣刨深度与产生磨损的关系的角度讲述刀具磨损的原因。
有一个经常被忽视的重要细节是:在不同铣刨深度下,刀具的磨损外形和切削轨迹差别很大。
使用相同型号的铣刨鼓时的三个功能示例:切削圆的直径为1140 mm,铣刨鼓的运行速度为98 /分钟。根据图示和数据可以看出,行走速度(V)随着铣刨深度(A)的增加而降低。
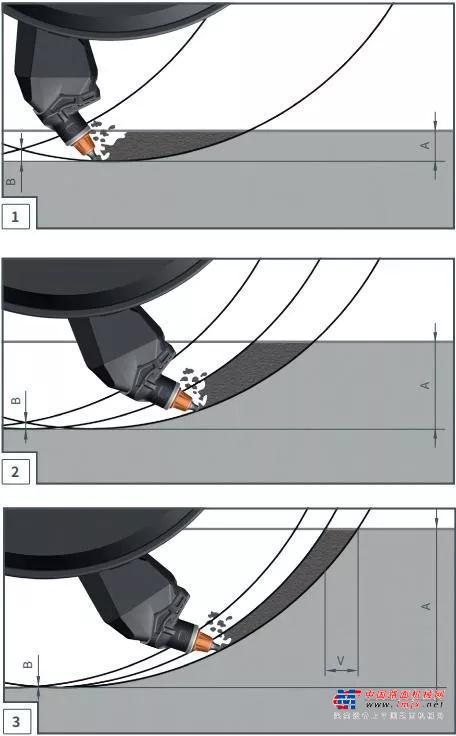

说明:图1中,铣刨深度为50 mm。根据铣刨鼓的周长来看,与铣刨材料接触的刀具有11%,行走速度约为30 m/min。相比之下,图3中,铣刨深度为300 mm,铣刨鼓周长的18%位于切削圆内,所以发动机功率被分配到更多数量的刀具上,因此机器的行走速度会降低。
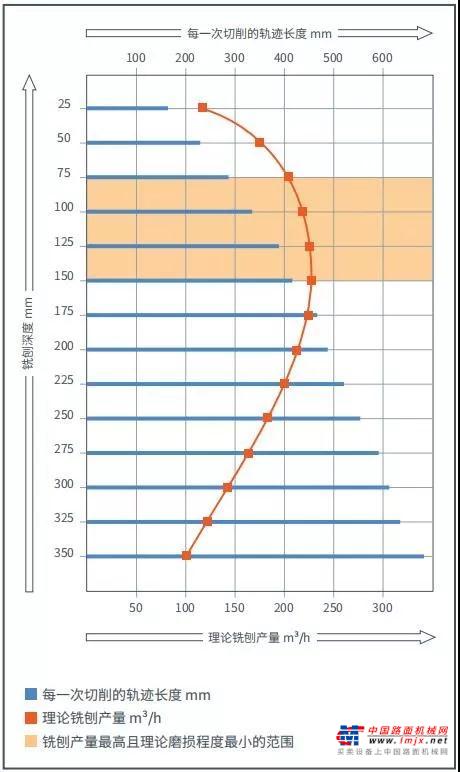
假如外界条件(机器、铣刨材料和刀具类型等)相同,机器的铣刨深度(A)将直接影响行走速度。铣刨产量也会根据上述参数产生相应的变化。铣刨深度中等时,铣刨产量最大。
铣刨深度与行走速度的关系也可以从切削轨迹长度得出。铣刨深度越大,在压实基质上留下的切削轨迹越长。持续摩擦会导致更大磨损。
也就是说,铣刨深度将对铣刨性能和刀具、刀座磨损产生直接影响。铣刨深度在75 mm至150 mm时,维特根大型铣刨机能够在最低的磨损成本下获得最高的铣刨产量。简言之,铣刨深度在此范围内,经济性最佳。
当某些施工作业要求铣刨深度超过200 mm时,分层铣刨更加经济实用。因为行走速度更快,铣刨每立方米材料的刀具磨损量更小。
由此可见,只有在施工过程中注重对刀具的科学使用、合理保养,才能让设备发挥最大功效,提高施工质量和效率。
